 新浪微博
新浪微博 騰訊微博
騰訊微博

鍛件火焰表面淬火的加熱方法是什么?
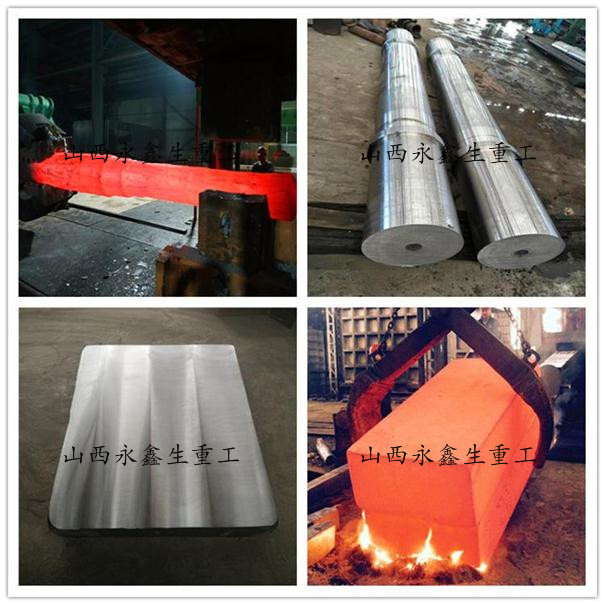
鍛件火焰表面淬火的加熱方法大致和感應表面加熱類似,也分為固定法和連續移動加熱法,固定法中可以用火焰噴嘴噴射火焰于鍛件某一局部表面加熱,達到淬火溫度后移開噴嘴,用水管噴水冷卻(或用壓縮空氣冷卻)。固定法中也可將火焰噴嘴固定在一個位置(或幾個噴嘴包圍鍛件外圓)而鍛件旋轉,加熱到淬火溫度后用噴水嘴噴水冷卻。
連續移動加熱法是將噴嘴帶冷卻噴水嘴在鍛件加熱面移動,邊加熱邊冷卻淬火。
仔細觀察火焰可看出它分為三個區:靠近噴嘴較暗的部分為焰心,由氧及其分解氣組成,溫度較低,其外層為白亮的還原區,這是火焰溫度最高區(可達3100℃),它可迅速地使金屬加熱,甚至熔化,最外層為完全燃燒區,溫度較還原區低。
火焰加熱時內層的熱量是由表面傳導而得的,為使鍛件在一定深度內被迅速加熱到淬火溫度就要保持表面的高溫,這往往使表面溫度過高,晶粒粗大,甚至有燒損的現象。
鍛件的中頻雙頻感應加熱,用圓形感應器套在身上,自下而上連續邊加熱邊噴水淬火。如冷軋輥、活塞、水泥磨機輪等。特別長的鍛件,由于長度受限就無法垂直吊裝在淬火機床上,只能水平方向臥放,用專用感應器和變壓器,在軸身上爬行或沿導軌滑行。
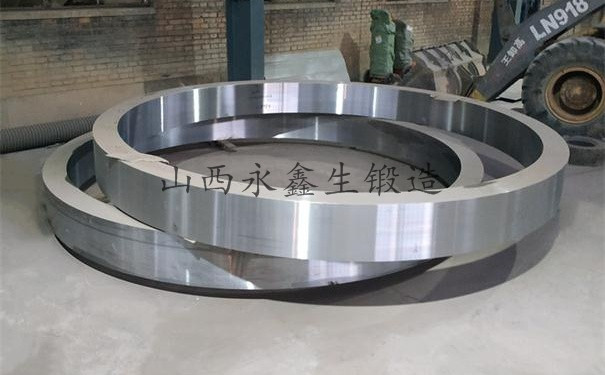
鍛件應將其支承在專用旋轉臺上,鍛件靠自重托在托輪上旋轉,而內外圓本身可以自由伸縮,感應器固定的位置又可以離圈加熱面之間間隙可以伸縮,這種感應器前后伸縮主要是在圈局部加熱時膨縮而改變了感應器和加熱面間隙,間隙的改變就會影響加熱速度和加熱溫度,為了維持感應器結合加熱面間隙的穩定,當圈加熱膨脹時,感應器也隨之同步移動,因而在加熱大型圈的內外圈面時,感應器和圈面始終有一定位器定位并可使感應器隨圈加熱面膨縮而前進或后退。
大型鍛件的中頻淬火,由于踏面二側有凸臺,其高度超過感應器和踏面的間隙距離,致使感應器圈無法套入踏面,類似這樣的鍛件可以采用對開式分離感應器,扣上感應器后加熱踏面,加熱到溫度后分離感應器取出走輪淬火或直接噴水淬火后再打開感應器取出走輪。
我們只做好鍛件 大型鍛件m.fjtygs.com

文章原創如需轉載請注明永鑫生鍛造廠提供!



